 JSB型轴向安装联轴器J型轴向安装联轴器一般材质主...
JSB型轴向安装联轴器J型轴向安装联轴器一般材质主... WGP型带制动盘鼓型齿式联轴器齿式联轴器是由齿数相同的内...
WGP型带制动盘鼓型齿式联轴器齿式联轴器是由齿数相同的内... 夹紧式花键梅花型弹性联轴器夹紧式花键梅花型弹性联轴器...
夹紧式花键梅花型弹性联轴器夹紧式花键梅花型弹性联轴器... DJM胀紧套膜片联轴器DJM胀紧套膜片联轴器强度JZMJ型...
DJM胀紧套膜片联轴器DJM胀紧套膜片联轴器强度JZMJ型...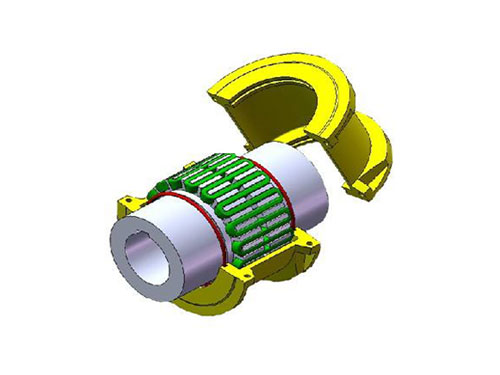 JS型罩壳径向安装型联轴器JS型罩壳径向安装型联轴器的选...
JS型罩壳径向安装型联轴器JS型罩壳径向安装型联轴器的选...联轴器的检验是关系着安装使用和寿命的关键一环,合理的按照检验规程检验,有利于提供工作速率避免产程漏检和错检。一般来说,联轴器的检验项目主要包括以下几项:
一、检查联轴器尺寸精度
检查联轴器尺寸精度时,对照图纸、工艺、技术条件进行。一般先检查定形尺寸,如外形、孔、轴直径,在检查定位尺寸,如边距、中心距等。当检查形状复杂、尺寸繁多的零件时,检查前应先画一个表格,先把定形尺寸列入表内,再把定位尺寸列入表内,然后按表的顺序测量,并将测量结果写入实测尺寸一栏内,这样既不会遗漏尺寸,又能确定检查质量。
常用的联轴器大多已标准化或规格化,一般情况下只需要正确选择联轴器的类型、确定联轴器的型号及尺寸。需要时可对其易损的薄弱环节进行负荷能力的校核计算;转速高时还席验算其外缘的离心力和弹性元件的变形,讲行平衡校验等。
二、测量形位误差
测量形位误差时,要注意测量基准,要注意标有包容原则、大实体原则的要素。膜片联轴器用螺栓交错地与两半联轴器联接,每组膜片由数片叠集而成,膜片分为连杆式和不同形状的整片式。膜片联轴器靠膜片的弹性变形来补偿所联两轴的相对位移。鼓形齿联轴器外壳模具成型简化了加工工艺,成本低,齿宽越大,鼓度圆半径越大,所需要的侧隙也越大,普遍用于各种液压泵、润滑泵、气动泵、压缩机,纺织机等机械上。对于纸上未标注形位公差的要素,视需要检验人员按照国标或企标准自行查找公差值,并进行测量。如联轴器的同轴度、圆跳动,键槽的对称度、孔德位置度等。
三、检验所用材料是否合格
检验零件时,先对照图纸的标题栏、工艺文件,检查零件所用的材料的规格、牌号,板材要检查纹向、状态等。联轴器又称联轴节。用来将不同机构中的主动轴和从动轴牢固地联接起来一同旋转,并传递运动和扭矩的机械部件。有时也用以联接轴与其他零件(如齿轮、带轮等)。合格后再进行尺寸检查。
四、检查几联轴器何形状、表面粗糙度、表面质量
对照主视图和其他视图检查联轴器的几何形状是否合格;检查各要素的位置是否正确,如孔、槽、等;检查表面粗糙度、表面质量,如划伤、磕碰、变形、裂纹等。
联轴器的热处理分为准备热处理(或预先热处理)和终究热处理(或后热处理),在现代工业出产上,联轴器的热处理已经成为重要的一项技术规程。这是由于钢铁及某些合金的优良机械功能—高的硬度、强度、弹性及抗磨性等,处理在冶炼时所需化学成分外,后都要经过热处理来取得,因而,为了到达技术上的要,咱们在出产联轴器的过程中,需求对联轴器进行热处理加工。
联轴器说明所需的螺栓拧紧力矩值,轮内与隔套的垂直法兰应采用铰制孔用螺栓和自锁螺母,其孔尺寸公差带为H8。螺栓应限制在质量范围内,避免互换时对联轴器的平衡有不利的影响。当买方对联轴器由电绝缘要求时,应选择带隔套的联轴器,并且在法兰接合面上及螺栓部位应有电绝缘件。
联轴器零件的垂直法接合面,对旋转中心的端面圆跳动公差等级为6级,其他端面圆跳动公差等级为7级;配合面、导向面对旋转中心的径向圆跳动公差等级为6级;其他圆柱面的径向圆跳动公差等级为7级;配合面、导向面对旋转中心的同轴度公差等级为5级。
联轴器的热处理是将金属或者合金在固态范围内,经过家人、保温、冷却的配合,使金属或者合金改动内部安排而所需求的功能的操作技术,联轴器的热处理是现代机械工业、冶金工业中提高产品质量和延伸机器零件使用寿命所不行短少的一环。
联轴器的设计考虑两根被联接之间的轴向位移量,其值应大于6mm。联轴器安装时,应按热膨胀的方向预留地补偿量。不带隔套的齿式联轴器的结构上应允许齿套能作适量的轴向移动,使内外齿脱离谦合,以便检查轮齿工作情况和设备检修时不必拆卸联轴器。联轴器的结构应所有的零件对中。嵌合的内、外齿应采用齿顶定心。为了减少潜在不平衡,齿圆周侧隙。

